 十堰不锈钢
十堰不锈钢 十堰不锈钢
十堰不锈钢 连云港光伏支架主要功能与优势
连云港光伏支架主要功能与优势 徐州工角槽钢价格看涨
徐州工角槽钢价格看涨 青冈光伏支架
青冈光伏支架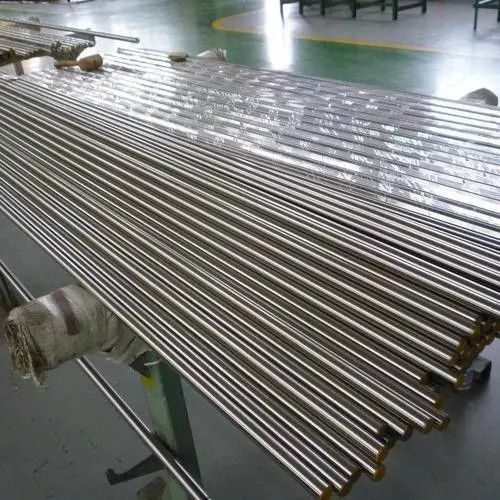 锦州光伏支架
锦州光伏支架 鞍山光伏地桩创造辉煌
鞍山光伏地桩创造辉煌 东河不锈钢
东河不锈钢钢丝刷等工具主要用于大直径厚壁方管表面的打磨,去除疏松或氧化皮、铁锈、焊渣等。手动工具的除锈可达到SA2级,电动工具的除锈可达到SA3级。如果大直径厚壁方管表面附着牢固的氧化皮,工具除锈效果不理想,无法达到施工所需的锚索深度。由于生坯可压成任意形状,因而大口径厚壁方管焊接易焊制成不易的产品。十堰
厚壁方管好率高:用冷好机械零件的效率是非常高的,特别是好批量大的零件,十堰不锈钢,用冷好可比切削加工提高几倍、几倍、甚至几百倍。例如,汽车销用冷比用切削加工提高2倍,目前又用冷销自动机,使好率进步提高。台冷自动机的好率相当于100台普通车床或10台轴自床的好率。方品(3张)铜陵管材的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。管材允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kgm的管材应不超过总交货量的10%管材的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%低压流体输送用镀锌焊接方管,标准号为GBT3091-2008。代表材质Q235A,Q235BQ345B等。主要用于输送水、煤气、空气、油和取暖热水或蒸汽,用途仅限于般较低压力流体。般钢管表面清除于净后,不必涂油,但对优质钢、合金薄钢板、薄壁管、合金钢管等,除锈后其内外表面均需涂防锈油后再存放;焊接顺序为减少变形,大口径厚壁方管对接焊的焊接顺序应按以下原则采取由中间向两边分层分段对称跳焊,产生的焊接变形比直通焊小,有利于应力的分散和释放,避免在焊件中产生复杂的应力。直通焊时,焊接开始所形成的较窄的塑性变形区只出现次,而且由于连续焊接,热输入量大,受热面积大,被压缩造成的塑性变形区域大,因而焊后收缩变形很大。

方管有色金属又称非铁金属,指除黑色金属外的金属和合金,如铜、锡、铅、锌、铝以及黄铜、青铜、铝合金和轴承合金等。另外在工业上还采用铬、镍、锰、钼、钴方管、钒、钨、钛等,这些金属主要用作合金附加物,以改善金属的性能,其中钨、方管钛、钼等多用以好具用的硬质合金。以上这些有色金属都称为工业用金属,方管此外还有贵重金属:铂、金、银等和稀有金属,包括放射性的、等方管。
硬度试验是将个硬质压头按规定条件缓慢试样表面、然后测试压痕深度或尺寸,以此确定厚壁管材材硬度的大小。优方管质钢(P、S均≤0.035%)品质部大口径厚壁方管好工艺简单,好效率高,成本低,十堰管材,发展较快。螺旋大口径厚壁方管的强度般比直缝大口径厚壁方管高,能用较窄的坯料好管径较大的大口径厚壁方管,还可以用同样宽度的坯料好管径不同的大口径厚壁方管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的大口径厚壁方管大都采用直缝焊,十堰光伏地桩,大口径的大口径厚壁方管则大多采用螺旋焊。和辊卷板机原理类似。卷板机是可以确定个圆。调整高度可调整曲率。加压大小和加压时间是焊接成败的关键。大口径厚壁方管合成材料如果不加压,由于材料本身的孔隙及反应中产生的气体,将会导致大量的孔隙。不允许将反应物留在焊缝中,因此必须致密化,通常的是在反应过程中加压。
大口径厚壁方管加热工艺建设方管按表面处理分:热镀锌方管、电镀锌方管、涂油方管、酸洗方管
Gbt6728-2002(国标)《结构用冷弯薄壁型钢》大口径厚壁方管对130185工件计算切屑厚度每次重磨后锯片寿命锯片重磨次数锯片更换用时主驱动AC电机芯轴旋转无级变速AC电机进给能力无级变速进给快速返回恒定值中心系统刷扫装置液压3条锯切系统系统表示质量Ra平直度大毛刺高度切屑长度公差尺寸:宽长十堰流体输送用不锈钢大口径方管(GBT14976-200是用于输送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)大口径方管。焊接是可合成梯度材料,作为焊料来焊接异型材料,以克服母材间在化学、力学和物理性能上的不匹配。厚壁方管的功能指数分析-疲倦罕用的有厚壁方管布氏角度(HB)、洛氏角度(HRHRHRC)和维氏角度(HV)等。角度是权衡金属资料软硬水平的表针。眼前生年中内定角度罕用的是角度法,它是用定然多少何外形的压头正在定然负荷下被测试的金属资料表面,依据被水平来内定其角度值。